
08
2024
-
01
全自动电脑剥线机说明书
分类:
行业动态
云资讯
全自动电脑剥线机-806说明书
第一部分:机械外形概述
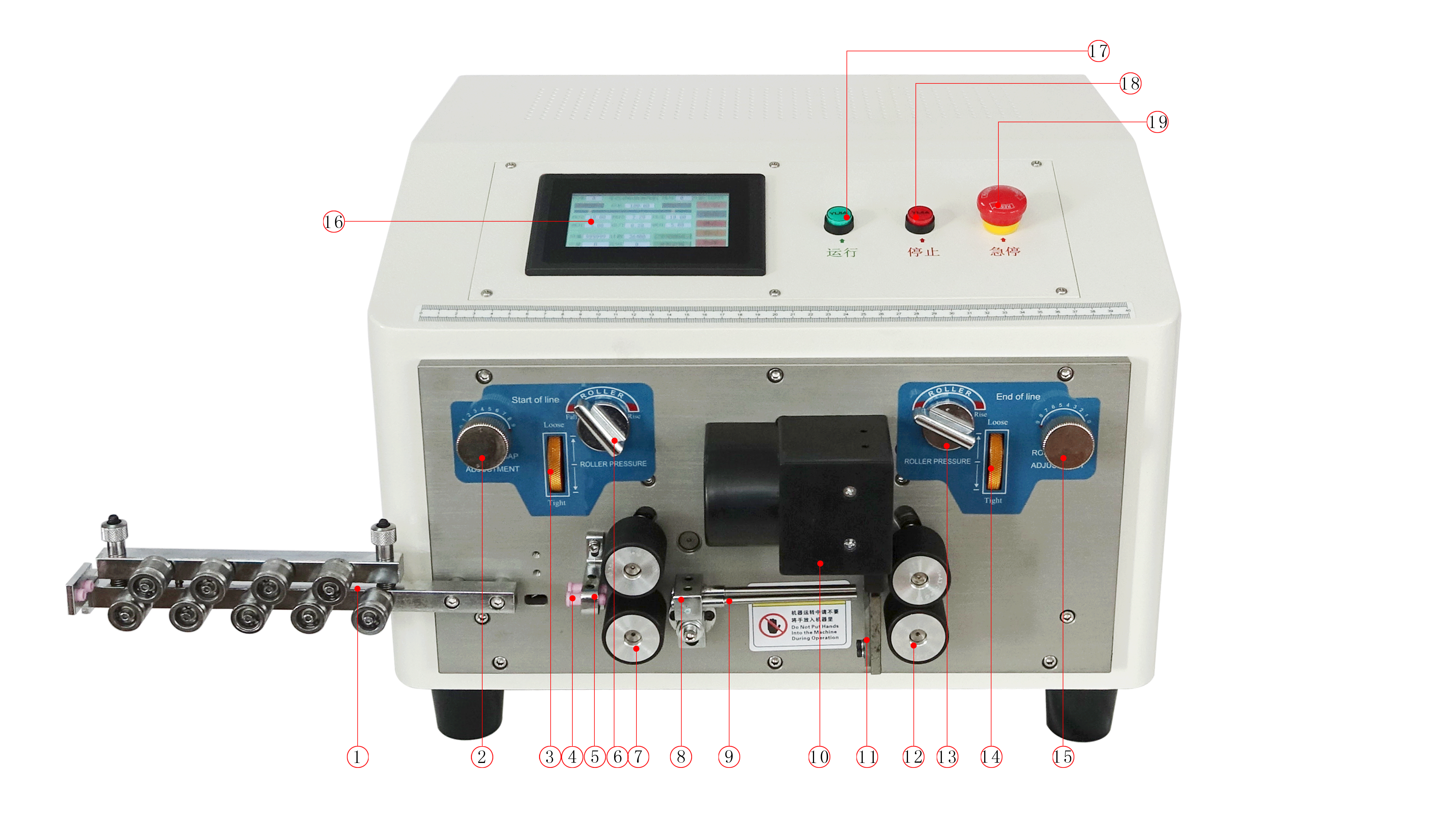
1、整直架:线材整直作用。
2、进线轮压力调节旋扭:调节进线轮两轮之间压力,拔出旋扭顺时针旋转增大压力,逆时针旋转减小压力,调为适当压力往里推为固定。
3、进线轮间隙调节扭:往上旋转进线轮之间的间隙增大,往下旋转间隙减小,两轮间隙压住线束,不让线束打滑即为最佳。
4、进线孔:线材穿入进线孔进入进线轮。
5、进线孔座:固定导管作用,上下移动可调整导管与刀片的中心位置。
6、进线轮抬起作用:逆时针旋转抬起进线轮,顺时针旋转下将进线轮。
7、进线轮:电机驱动进线轮旋转使线材前进后退,配合刀架送线、剥头作用。
8、导管座:固定导管作用,可上下调节使前后滚轮与导管成为一条中心线。
9、导管:线材穿入导管进入刀口,固定线材作用,在上下刀口的中心点位置。
进线轮间隙调节扭:往上旋转进线轮之间的间隙增大,往下旋转间隙减小,两轮间隙压住线束,不让线束打滑即为最佳。
4、进线孔:线材穿入进线孔进入进线轮。
5、进线孔座:固定导管作用,上下移动可调整导管与刀片的中心位置。
6、进线轮抬起作用:逆时针旋转抬起进线轮,顺时针旋转下将进线轮。
7、进线轮:电机驱动进线轮旋转使线材前进后退,配合刀架送线、剥头作用。
8、导管座:固定导管作用,可上下调节使前后滚轮与导管成为一条中心线。
9、导管:线材穿入导管进入刀口,固定线材作用,在上下刀口的中心点位置。
10、刀架总成盖:保护杂物进入刀架总成。
11、刀片:分为上下两片,其短装置上方,长装置下方,两片为一付,装置时上下刀片垂直,上下刀片刃口为一个中心点,上下刀片合壁不能有间隙。
12、出线轮:电机驱动出线轮旋转使线束前进后退,配合刀架出线、剥尾作用。
13、出线轮抬起作用:顺时针旋转抬起出线轮,逆时针旋转下将出线轮。
14、出线轮间隙调节旋扭:往上旋转出线轮间隙增大,往下旋转出线轮间隙减小。
15、出线轮压力调节旋扭:调节出线轮两轮之间压力,拔出旋扭逆时针旋转增大压力,顺时针旋转减小压力,调为适当压力往里推为固定。
16、显示屏:调节需要加工线材参数。
17、启动:当数据输入完毕无误时按[启动]键使机器工作。
18、停止:按[停止]使机器停止工作。
19、急停:当机器处于工作状态下按[急停]机器则紧急停止工作。
▼注意,未断电前,无论机器是工作或停止,都不能用手靠近刀刃。
第二部分:电脑部分操作介绍

图 一
1.1、程序:由0-99项程序系列号储存参数。
1.2、线号:待。
1.3、进线:把线穿入进线孔直至进线滚轮,按[进线]滚轮会向前自动送线。
1.4、退线:按[退线]滚轮则向后自动退线。
1.5、寸动/试机/全自动:在寸动的情况下按启动键机器运行单个动作,在试机情况按启动键机器运行一个完整动作,在全自动情况下按启动键机器持续运行。
1.6、启动:当数据输入完毕无误时按[启动]键使机器工作。
1.7、停止:按[停止]使机器停止工作。
1.8、复位:使机器每个部位回归原点。
1.9、急停:当机器处于工作状态下按[急停]机器则紧急停止工作。
1.10、线长:切割线材的总长度,单位为mm。
1.11、线头:线材的头端所需长度。
1.12、剥头:线材头端胶皮剥开的长度,若头剥参数小于线头参数则称为 半剥,若头剥参数大于线头参数则称为全剥。
1.13、线尾:线材的尾端所需长度。
1.14、剥尾:线材尾端胶皮剥开的长度,若尾剥参数小于线尾参数则称为半剥, 若尾剥参数大于线尾参数则称为全剥。
1.15、线径:指刀架驱动电机传出步数的裁线截面,控制线头线尾切皮深度,线径参数越大则上下刀开口越大,切皮深度越浅,线径参数越小则上下刀开口越小,切皮深度越深,上下刀口张开距离以毫米单位计算,线材的芯线直径为多少毫米,线径就输入多少毫米。
1.16、退刀:指刀片切入一定深度后退开一定大小避免芯线被刮伤,退刀大小根据线材胶皮厚度决定,胶皮越厚退刀越大,胶皮越薄退刀越小,约为0.5mm~5.0mm。
1.17、设定总量:指设定工作的总产量,输入数据不能小于定量所输的数据, 如数据小于定量的数据机器将无法工作。
1.18、计数:累计生产数量。
1.19、定量:输入多少参数机器运作多少次自动停机,如输入100机器运作到100次将会自动停机,输入0为无定量数据,机器将不会自动停机,达到设定总量的数据才会停机。
1.20、定时启动:当机器工作到指定的定量后,延时多少秒,自动启动继续运行。
相关新闻
2026年排线打端沾锡插壳机行业最新趋势 鑫正自动化前沿资讯全梳理
2026-07-19
2026年充电桩端子压接机工作原理全解析 鑫正自动化专业指南
2026-07-18
2026款文忠预绝缘管型端子伺服压接机 线束加工设备选购指南
2026-07-16

中山市鑫正自动化设备有限公司

微信联系